
Reducing environmental loads: A new austenitic stainless steel for high pressure fuel injection pipes
The world movement to popularize environmentally friendly EV and FCV vehicles has been rising in order to reduce greenhouse gas emissions, in terms of global environmental conservation and climate change mitigation. On the other hand, it could take a long time to familiarize people with these cars across the globe, because there are major hurdles – like infrastructure development – that will be needed to promote them. Therefore, it is also important to pursue fuel efficiency improvements for gasoline cars because they will continue to play an important role for years to come.
This article introduces a new austenitic stainless steel called KRSA-A31 developed for high pressure fuel injection pipes to handle high injection pressure in gasoline cars.
By Kazuki Furuya, Yosuke Yonenaga & Mamoru Nagao, Maruichi Stainless Tube
Gasoline direct injection
One of the techniques used in the industry to improve fuel efficiency is gasoline direct injection (GDI). GDI is a process that can create energy with high efficiency by reaching a high compression ratio; this is done by directly injecting gasoline into the combustion chamber at high pressures via a fuel pipe.
However, GDI requires another environmental measure due to GDI engines having the disadvantage of easily generating particulate matters (PM). For example, it has been reported that increasing the injection pressure to 20 MPa, 50 MPa, or 80 MPa can reduce the PM.1 Therefore, many car manufacturers are considering a further increase in the gasoline injection pressure for their thenext GDI systems.
Seamless stainless steel pipes are utilized in these fuel injection processes in the GDI system, and this is why the new austenitic stainless steel – KRSA- A31 – was developed.




Required properties for a new material
Since fuel injection pipes supply gasoline repeatedly to injectors at dozens of MPa, they need a high level of pressure resistance. Corrosion resistance is also necessary to combat the impurities in the gasoline and chloride ions in coastal areas. Additionally, dimensional stability during the brazing heat treatment is required because peripheral parts are attached to fuel injection pipes by brazing. In order to satisfy all of these requirements, austenitic stainless steels like TP304 and TP304L have been applied in the past to existing fuel injection pipes.
Even higher pressure resistance is necessary for fuel injection pipes that are used in higher pressure GDI systems. To meet the requirement, vehicle manufacturers consider two methods.
The first method is to thicken the walls of the fuel injection pipes. This idea tries to increase the injection pressure by improving the high pressure resistance; this is achieved by increasing the wall thickness of the TP304 or TP304L seamless stainless steel pipes. This method has the advantage of being about to use TP304 or TP304L, which is the existing material for fuel injection pipes, just by altering the dimensions. However, increasing the wall thickness leads to disadvantages, such as increasing the weight of the parts and making it difficult to process the parts.
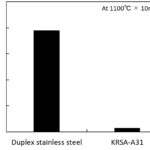
The second method is to adopt a higher strength material. This theory believes that a higher pressure GDI system can be achieved by using high strength materials, rather than TP304 or TP304L. The first choice for a high strength material for fuel injection pipes is duplex stainless steel. Duplex stainless steel can raise pressure resistance without increasing the wall thickness due to its excellent mechanical properties. However, the main difficulty in terms of parts processing is that duplex stainless steel is prone to deform during the brazing heat treatment compared to austenitic stainless steel (see Figure 1). Against such a background, the new KRSA-A31 was developed under a concept that establishes both dimensional stability during the brazing heat treatment equivalent to TP304 or TP304L, and excellent mechanical properties (see Figure 2).
Characteristics of the new material
The alloy design concept for KRSA-A31 was based on SUS304N2, which is mainly used for high strength members, such as bolts and nuts. KRSA-A31 was able to achieve both dimensional stability during the brazing heat treatment process and high strength due to its chemical composition optimization and advanced processing.
Figure 3 indicates the tensile properties of TP304L, SUS304N2, and KRSA-A31. The tensile strength and 0.2% proof stress of SUS304N2 and KRSA-A31 proved to be superior to TP304L. Figure 4 shows the tensile properties of SUS304N2 and KRSA- A31 after simulated the brazing heat treatment at 1100℃. KRSA-A31 was able to maintain its high strength even after the heat treatment, while 0.2% proof stress of SUS304N2 dropped. These results demonstrate that KRSA-A31 can retain high strength after parts processing—that is, fuel injection pipes made of KRSA-A31 have high pressure resistance.
Figure 5 illustrates the microstructures of SUS304N2 and KRSA-A31 before and after the simulated brazing heat treatment. Although SUS304N2 had a fine grain structure before the heat treatment, it changed to a coarse grain structure after the heat treatment. In contrast, KRSA-A31 maintained a fine grain structure even after the heat treatment was complete. This is the reason that the KRSA-A31 maintains its excellent mechanical properties even after the simulated brazing heat treatment. Presented in Figure 6 are the TEM observation results after the heat treatment. KRSA-A31 had fine precipitates, and the pinning effect of this precipitate suppressed grain growth.
Figure 7 shows the dimensional stability during the simulated brazing heat treatment of KRSA-A31. Although duplex stainless steel deformed at high temperatures, KRSA-A31 has a small degree of deformation and offers excellent shape stability. According to the results, the KRSA-A31 balances high strength and dimensional stability at high temperatures.
Corrosion resistance is also an important property necessary for fuel injection pipes. KRSA-A31 indicated higher pitting corrosion resistance potential than that of TP304L in chlorinated environments (see Figure 8). This is the effect of nitrogen addition. These results demonstrate KRSA-A31 is a material that offers excellent strength, corrosion resistance, and dimensional stability after the brazing heat treatment.



Conclusion
This article introduced a new austenitic stainless steel called KRSA-A31 developed for fuel injection pipes by Maruichi Stainless Tube. KRSA-A31 has high strength and dimensional stability during the brazing heat treatment. KRSA-A31 is expected to contribute to implementation of the next higher pressure GDI systems.
References
- Ueki et al. Transactions of Society of Automotive Engineers of Japan, Inc., Vol. 48, No. 6, (November 2017) p. 1219.
About the authors
Mr. Kazuki Furuya is a senior staff in the Sales department. He has wide experience in R&D section, tube & pipe production section, and sales section in Maruichi Stainless tube. He can be reached at furuya.kazuki@mstube.co.jp
Mr. Mamoru Nagao is a general manager in the R&D department of Maruichi Stainless Tube. More than 30 years he has dedicated to R&D field in steels. He is available at nagao.mamoru@mstube.co.jp
Mr. Yosuke Yonenaga is a senior staff in the R&D department of Maruichi Stainless tube, the project leader of developing KRSA series. His R&D field is for not only strengthening but also high temperature oxidation and corrosion resistance in stainless steel. He can be reached at yonenaga.yosuke@mstube.co.jp