


Gopal Murti, a Consultant with the Augustus Group, LLC
How did you get started working in the oil and gas industry?
After my graduation in 1971, I started working as an Engineer Trainee at Indian Oil Corporation’s (IOCL) oil refinery. After nine years of refinery exposure, I moved to a leading consulting company, Engineers India Limited, to work as a Fabrication Inspection Engineer and later as a Rotating Machinery Engineer. After four years, I moved to upstream oil and gas fields.
The majority of my career is spent in a hands-on environment where we have a real plant and equipment in front of us. We get to see the problems with our own eyes and provide instant solutions without any chance for retakes.
Where are you working currently?
I am part of a small group of consultants, The Augustus Group, located in Houston, Texas. Together as a team we have an average experience exceeding 35 years, each specialized in specific areas. We focus on mechanical integrity management for the hydrocarbon processing industry. Our focus is on filling the gaps in the engineering, rather than competing with the big companies for traditional detailed engineering. In short, our engineering starts where traditional engineering ends.
What types of projects do you work on?
We focus on the critical review of mechanical designs, troubleshooting, material selection and engineering, mechanical integrity and failure analysis. Our focus is on the interpretation and implications of industry codes and statutory regulations for the existing facilities. We do it with a view to ensure compliance with the latest changes in the codes and regulations, and at the same time, advising the clients to avoid superfluous and often expensive changes.
Tending to recurring plant leaks in static and rotating machinery and providing permanent solutions is one of our specialties. We do physical investigations to find out exactly what’s wrong. Most of the time, we find the facilities are designed complying with the codes and regulations, but things do go wrong even for the plants designed with utmost care. We offer unique solutions based on our practical experience. We critically re- view the gaps in the design codes and regulations, approach the issuing authorities and get codes and regulations amended to fill in the gaps. This approach gives added confidence to our clients as they are made aware that we are not making arbitrary decisions on their behalf. With this developmental approach, we have been able to eliminate arbitrary, and often expensive design practices, inferior materials of construction and reduce plant spare-part inventories. In general, we try to cover what is traditionally missed out in the bigger scheme of things.
Are there any common issues that you keep seeing in the plants?
Nowadays, a majority of oil and gas projects are expansions and revamping of the existing facilities. Expansion and revamping projects offer unique challenges in execution. The main challenge is the compatibility of the new plant and equipment with the existing facilities.
Design engineers often work with the simulated data on the computers, and often do not get personal exposure to existing plants and their operating practices. They depend more on written data and web-based interactions with the operating engineers. This may result in the equipment in existing facilities being one type, while the equipment in the expanded facilities being a different type. This is often justified on the pretext that the newer equipment is more energy efficient. It really does not help, as new equipment (not necessarily proven designs) increases spare parts inventory, and requires additional operator training for plant operation and maintenance.
What are your experiences using stainless steels or corrosion resistant alloys?
The upstream industry uses stainless steels and exotic alloys, broadly known as corrosion resistant alloys (CRAs). Young engineers face problems as to which grade of CRA to choose? The metallurgists study various metallurgical properties, carry out extensive laboratory tests to study the behavior of various materials and do an excellent job of recommending the most suitable metallurgy. But, they would specify wrought (pure) grades. This basic information about the proposed materials of construction cannot be used directly for design purposes.
Converting wrought grades to a viable design and procurement specification (say, ASTM) and establishing the allowable design stresses per American Society of Mechanical Engineers (ASME) codes are equally important. At times, even the best of materials cannot be used if not endorsed by code authorities and if published material properties are not available.
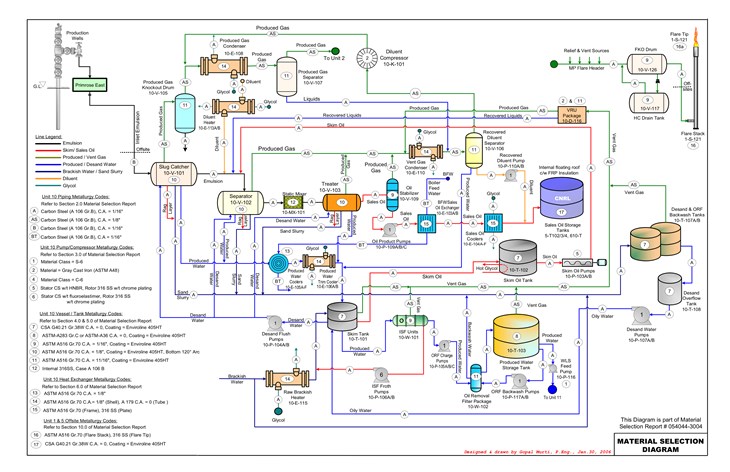
In 2004, I worked on creating a pictorial material selection diagram (PMSD). It is popular in the projects I worked for. This diagram provides pictorial details of materials of construction in various processing units of major plants. Engineers and project managers love to hang a copy in their offices. In the past, the material specifications were simply superimposed on process flow diagrams (PFDs) and called material selection diagrams, which is a very unfriendly way of depicting plant metallurgy. I later approached the National Association for Corrosion Engineers (NACE), who eventually developed a NACE Standard Practice (SP0407; 2013): “Format, content, and guidelines for developing materials selection diagrams.” This way of depicting plant metallurgy is very logical. It makes catching the discrepancies in material selection easy.
A typical PMSD is a single diagram depicting the entire project. This is opposed to traditional MSD, which are many sheets, basically individual PFDs bunched together. It is difficult to catch material inconsistencies, if spread in multiple sheets. In the pictorial material selection diagram (PMSD), the different color coding for aggressive and less aggressive fluids assists in catching the material selection discrepancies at once. Logically, the materials of construction are superior when starting out and simpler as you reach the finished products. This diagram will catch inconsistencies in the planning. We have been able to catch indiscriminate use of stainless steels in less aggressive services with a cursory look at the PMSD. This is not possible in tradition- al material selection diagrams, which are basically re-worked on traditional PDFs and spread into multiple sheets at a time.
What are some of the stainless steel grades you have worked with?
I’ve worked with traditional stainless steels, including 300 and 400 series, duplex, super-duplex and a few exotic alloys. In one of our recent projects, we used cladded steel piping. The inner 3mm thick SS layer pro- vides corrosion protection, while the outer 16mm thick carbon steel provides mechanical strength. This makes a cost effective solution as opposed to using a 19mm thick SS pipe. It is worth mentioning the cladded pipes are popular for large sizes and made by longitudinal welding of cladded plates.
The ASTM specifications for cladded plates are well-established and there is provision to take into account the cladding thickness in strength calculations. This results in real economic selection. However, there are no specifications available for the cladded pipes made by seamless processes. Therefore, the manufacturers and designers are reluctant to add the cladded material thickness in strength calculations. This results in higher pipe thickness selection, which is uneconomical. I have taken up the matter with ASTM to develop a dedicated ASTM specification for cladded seamless pipes, wherein cladding thickness is accounted in strength calculations. It would make use of cladded seamless pipes both economical and attractive.
Is there ever any difficulty obtaining certain grades of stainless steels or CRAs?
In big grassroots projects, availability of materials is generally not an issue. But, in operating plants, the quantities of exotic materials required is usually small and there may be availability issues. Therefore, we encourage engineers to study material availability aspects carefully.
Under current project review practices, such as HAZOP/HAZID, PSM and plant constructability reviews, I do not think attention is paid to the liberal use of exotic materials and possible difficulties in its availability at later stages. Use of exotic materials is usually left to process licensors and equipment suppliers. We have often changed designs and used readily available materials of lesser strength, doing the strength calculations and meeting the code requirements.
What is one of the challenges with training young engineers?
These days, with the economic crunch and increased competition, companies have no time or resources for training those new to the professional. In the past, we had student-teacher type relationships with our seniors, who took all efforts to make us understand the industry. Nowadays, young engineers are expected to be independent profit-centers from the very first day of their employment. There is too much stress on computer simulated training and knowing how to run a particular software. Computer saves time and manual efforts and eliminate the need to know why we are doing certain things a certain way. There is little exposure to real world and gaining experience in operating plants and facilities.
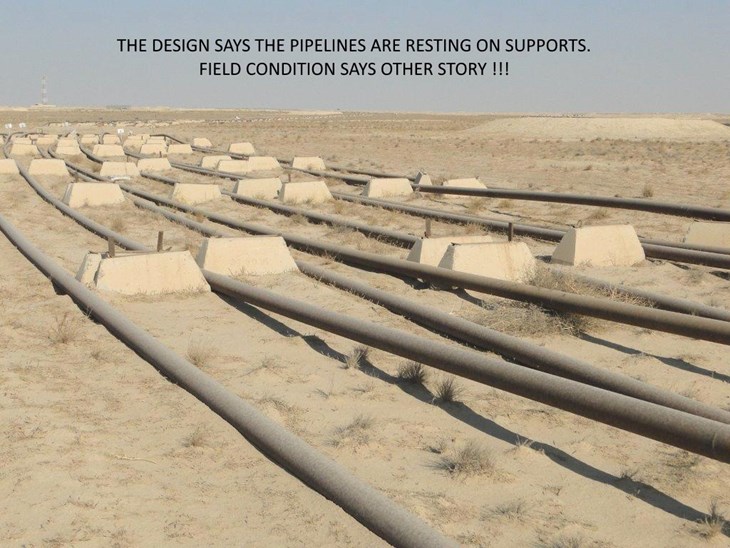
Figure 2 is a picture of pipe supports as an example. Computers do not help with getting diverse experience. An engineer’s role is confined to narrow areas in the quest for specialization. This is unlike in the past, when engineers were involved with multi-disciplinary roles. It is not uncommon to see one engineer only taking care of above-ground piping, meanwhile another engineer takes care of under-ground piping for the same project. A lot of disconnect exists among the various disciplines and within the same discipline. We talk of teamwork, but everyone ends up just doing what is asked of him/her with no enthusiasm in knowing what other engineers are doing. Due to stiff competition, seniors appear to be shrinking their obligation to share knowledge and take calculated risks. We need to change this attitude on both sides of the table. Old traditions of teacher and student type relationships and risk taking attitudes need to be reintroduced. As they say: “Good judgment comes from experience and experience comes from poor judgments.”