Stainless Steel World Americas was pleased to speak with Ahi about his experiences with specialty alloys and welding, the tests he runs for material analysis, the developments he has seen throughout his time in the industry, and what he thinks will come next.
By Brittani Schroeder.
Ehsan Ahi graduated from Malek Ashtar University of Technology in Shahinshahr, Iran, with a bachelor’s degree in Metallurgical Engineering in 2008. He worked on his thesis for two years, which focused on powder metallurgy, while working on new methods to recover tungsten powder from scrap metals. “At the end of the study, we had created a new chemical and electrochemical method to successfully recover the tungsten powders,” says Ahi.
Ahi’s first experience working in industry was as a trainee at an alloy steel company. “I mostly helped the Quality Control Engineers with their tasks, and learned about the supply chain,” he comments. “It was my first real experience in industry and I learned how to work with codes, standards and specifications, while also working in the production process – casting, forging, quality control, and non-destructive testing (NDT). I really got to see how the theories I learned at university applied in the real world.”
In 2014, after holding a few different positions in industry, Ahi moved to Montréal, Québec (QC), Canada. While working as a Materials and Process Engineer, he completed a Master’s degree in Materials and Mechanical Engineering at the University of Québec in Abitibi-Témiscamingue.
For the past three years, Ahi has worked at Velan Inc. in Montréal, QC, as a Metallurgical Technician and a Laboratory Supervisor/Metallurgist. “I run an entire metallurgical lab; I am responsible for testing and evaluation for qualification of welding procedures, and qualification of the welders,” he explains. Ahi’s area of focus is on material testing and characterization of steels and exotic alloys. Materials with high alloy content, known as exotic alloys (super alloys), offer enhanced performance properties including superior strength, and resistance to oxidation, corrosion and deforming at high temperatures or under high pressure, like Nickel-Cobalt alloys. He provides metallurgical engineering support to solve problems – such as different failures on materials – to find various defects and the root cause of these defects.

A day on the job
As a key go-to person for metallurgical issues, Ahi has many daily responsibilities in his role. “My first task is to check my email and see all of the requests that have arrived at the lab. Then, each piece of lab equipment must be checked,” he explains. “Each piece of equipment has a specific maintenance plan, and includes calibration and verification. After I have checked the equipment, I start preparing testing coupons.” Once the testing is complete, Ahi prepares a lab report which consists of an analysis, test results and comments. Ahi forwards this report to the senior engineer for review. “In the end, we distribute the report in our system, or forward it to the requester, in the case of a failure analysis.”
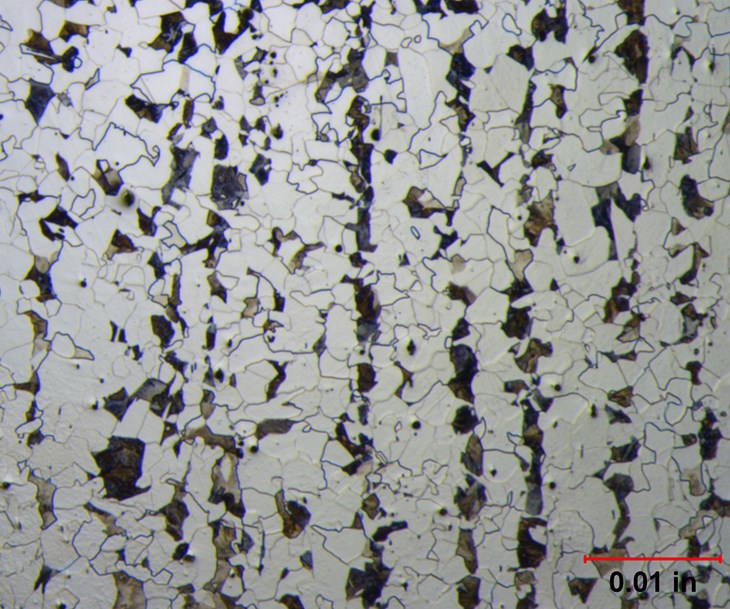
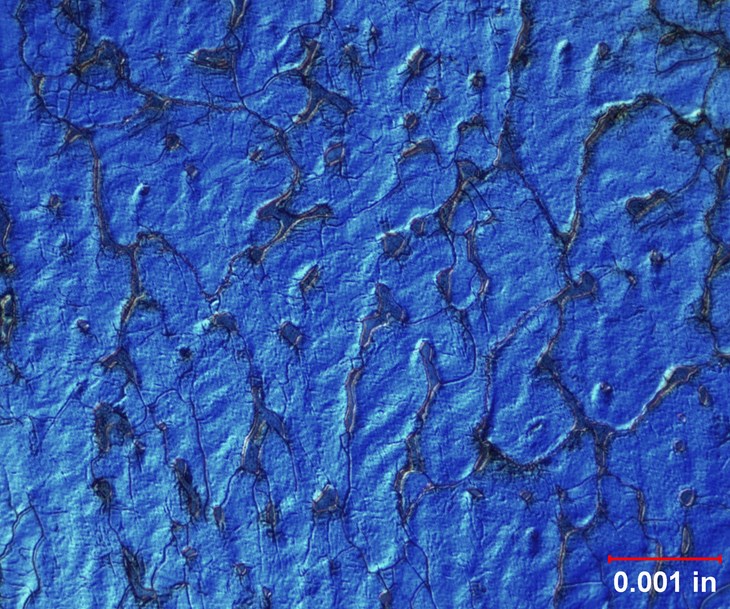
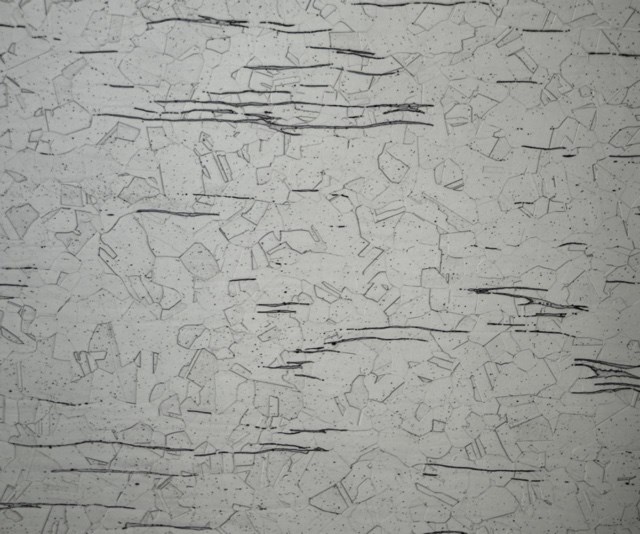
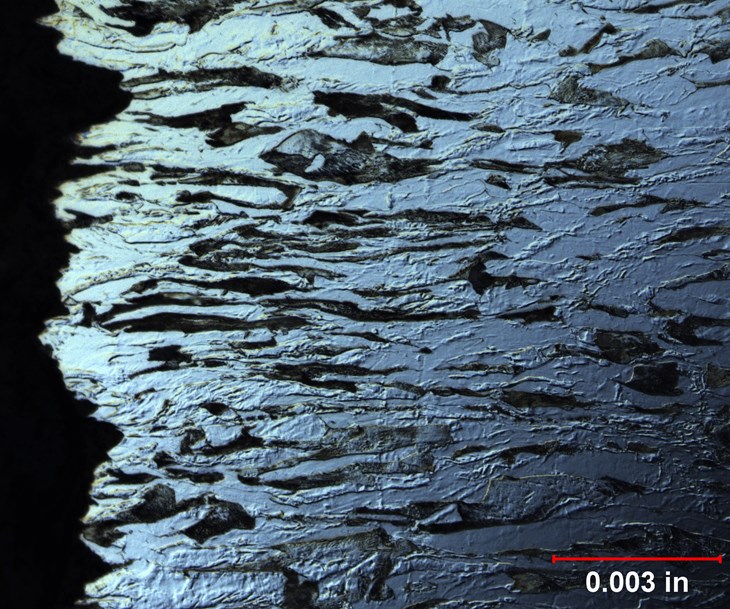
Solving problems with steels and exotic alloys is the part of his job that brings Ahi the most joy. “I believe metallography requires unique skills, experience and insight that go beyond the textbook material learned in university. Solving problems with metallography and keeping production running is very satisfying,” he says. “When a metallurgist finds the proper spot on a piece of metal, extracts and prepares the specimen, and then analyzes it in the microscope, you can see thousands of different microstructures, depending on the material type, manufacturing process, heat treatment, welding, etc.”
Exotic alloys and their challenges
Ahi works with a wide range of metals, including: stainless steel, high/low-alloy steel, and superalloy steel for applications in a variety of industries. “We also deal with hardfacing materials with a cobalt, nickel, or iron base, which are used in applications that require excellent wear and tribological properties,” explains Ahi. Metal parts often fail in their intended use not because they facture, but because they wear, which causes them to lose dimension and functionality. Hardfacing is the deposition of a buildup of wear-resistant metals to a part’s surface by means of welding, joining or other means. Not only is this technique cost effective, but it is also highly versatile.
“The hardfacing industry has made great advances both in alloy and process development. New alloys are continually being developed to combat corrosion, erosion, and abrasion. Cobalt and nickel base materials are becoming more widely used in applications involving heat and friction wear, while iron base alloys are continually being upgraded to meet the demand for more wear resistance,” says Ahi.
Despite the ongoing advancements in alloys, there are still many material based challenges that need to be addressed. For example, sourcing materials for the oil and gas industry is more challenging today, as conditions have become increasingly severe. Materials need to withstand higher temperatures and pressures as well as more acidic and corrosive processes. This can especially be seen in sour fields with high hydrogen sulfide (H2S) content and carbon dioxide (CO2) levels. These types of challenges require new advanced technologies, improved equipment, high quality and high-performance materials in order to ensure the smooth and safe production of oil and gas.
As corrosion resistant alloys (CRAs) are able to meet many of the more stringent material requirements, they have become widespread; these alloys are indispensable as they meet the ever-more demanding requirements for applications in exploration and production. “The demand for specialty alloy steels, stainless steels, and nickel alloys for upstream oil and gas applications has grown substantially and this trend is expected to continue,” Ahi states.
Processing and welding CRAs can significantly influence their corrosion resistance; therefore, it is important that the final product’s form and manufacturing route are considered in the suitability assessment of the alloy. Environmental parameters affecting the corrosion properties of CRAs are temperature, chloride ion concentration, patrial pressure of CO2, partial pressure of H2S, environmental pH, and the presence or absence of sulfur.
Ahi has gained extensive experience working with materials for valves that are used in a range of industries such as: oil and gas, refining, chemical LNG, and cryogenics. “To ensure that an application will not corrode, we need to make sure the right material is used. Nickel-base alloys can contain chromium borides that resist abrasion, and can be good, particularly in corrosive atmospheres and high temperatures,” Ahi states. “In hardfacing, cobalt alloys contain many types of carbides and are ideal for severe abrasion at high temperatures – they also have good corrosion resistance for some applications.”
Metallurgical projects
Having worked with so many different materials, Ahi has gained experience from a lot of different projects. His toughest metallurgical job was for a charpy impact test, which is a standardized high strain-rate test that determines the amount of energy absorbed by a material during fracture. The absorbed energy is a measure of the material’s notch toughness. Ahi explains, “I needed to find the heat affected zone (HAZ) on the piece of ASTM A182 F91, and then extract and machine it according to ASME 23. In this case, it was too hard to reveal the HAZ on the macro scale, not only because of the rough surface, but also because the HAZ was not clearly delineated. We ended up trying many specimens to find the best ones to prepare for testing in the HAZ.”
Another tough metallurgical job Ahi encounters is the etching of tiny, dissimilar material specimens together. “In order to satisfy design requirements for different applications, the two materials are often welded,” he says. “In the case of hardfacing, we can have three different materials together. Therefore, it is necessary to understand metallurgical properties of dissimilar metal welds thoroughly.”
Welding CRAs
As a lab supervisor and metallurgist, Ahi does not have direct responsibility to do welding inspections. Having his CSWIP Welding Inspector certification, however, helps him to detect and verify welding defects and failures regarding welding processes, typical weld defects, the hardening of steels, weldability, heat treatment, and parent metal defects. He has had the opportunity to work with many different types of welds, including: Flux Core-Arc Welding (FCAW), Gas Metal-Arc Welding (GMAW), Gas Tungsten-Arc Welding (GTAW), Shielded Metal-Arc Welding (SMAW), Plasma Transferred Arc Welding (PTAW), and Submerged-Arc Welding (SAW).
Industry developments
After working in the industry for more than a decade, Ahi has noticed the emergence of some new trends and developments. “A range of industries are seeing the benefit of using special alloys to meet the requirement for operating at higher temperatures. Specialty alloys can withstand higher temperatures because of their unique mechanical properties. For example, Ni-based alloys are being extensively examined for use in ultra-supercritical stem boilers because of their precipitation-strengthened microstructures. These microstructures have the creep strength under the high temperatures and pressures needed for high efficiency power generation,” Ahi states. “In fact, because this kind of application needs extremely long lifetimes under harsh conditions, long-term material stability is a major concern. The challenge is finding long-term microstructural stability to ensure adequate creep strength for the intended application. To account for this challenge, some research centers have developed programs that test in mini-scale the performance of these materials.”
In terms of productivity, Ahi has noticed a push towards robotic hardfacing, which is a development in the welding domain. “Robots can be used with any type of weld, hardfacing, or thermal spray process. Developing high accuracy and highly reliable robotic based automated welding equipment for hardfacing and cladding of components, to increase wear-resistance, continues to be a hot topic.” The benefit of hardfacing is that it results in the production of high-quality hardfaced parts in a shorter time, while ensuring manufacturing flexibility.
Looking to the future
As we move into the future, Ahi hopes more universities will offer metallurgical programs. “I see fewer universities offering this education and we are missing the opportunity to develop people who could be really skilled metallurgists. University is where the spark is ignited, but if they are not teaching the science of metallurgy, those students will never know what they are missing,” Ahi states.
To bridge the knowledge gap that is spreading in industry, Ahi believes that more training programs will help the younger generation of engineers. “With the proper encouragement and insight, perhaps the percentage of new graduates and junior engineers working in industry will begin to increase,” he continues.
“Metallurgy is a broad science with many different branches. You need to find your interest and then invest your time and energy in it. There are so many different areas – heat treatment, welding, failure analysis, etc. – but each of these areas needs years of learning and experience to become a real specialist. You will not regret your choice to learn more!”